- Россия, г. Москва, улица Покровка, 40с2А, 105062
- tubes@tubes2000.ru
Производство деталей трубопроводов
Производственные площадки ООО «Трубы 2000» оснащены современным и высокопроизводительным оборудованием для изготовления современной и качественной трубопроводной продукции.
Для изготовления гибов труб и фасонных деталей трубопроводов производство оснащено мощными станками с индукционным нагревом токами высокой частоты производства Японии и России, широким станочным парком токарной и фрезерной групп с числовым программным управлением производства Болгарии, России, Чехии, Китая, Кореи и многоцелевыми автоматическими металлообрабатывающими центрами производства Кореи и Тайваня.
Для изготовления сборочных единиц и блоков трубопроводов производственные площадки оснащены сварочным оборудованием производства Швеции, США, России позволяющим выполнять сварочные работы аргонодуговой сваркой, плавящимся и неплавящимся электродом, аргонодуговой автоматической сваркой, автоматической сваркой под слоем флюса.
Изготовление фасонных деталей трубопроводов путем холодного и горячего формоизменения (штамповки) осуществляется на прессовом оборудовании производства России, Турции, Германии и штамповой оснастке.
Освоение производства фасонных деталей трубопроводов методом штамповки, является для организации одним из перспективных и активно развивающимся направлением и позволяют успешно и сжатые сроки решать задачи по комплектации монтируемых трубопроводов фасонными деталями (колена, отводы, переходы и т.п.).
Оборудование для изготовления фасонных деталей
При изготовлении фасонных деталей, изменяющих направление среды в трубопроводе (отводы, колена, гибы), производственные площадки организации располагают как трубогибочным оборудованием, так и прессовым оборудованием и штамповой оснасткой:
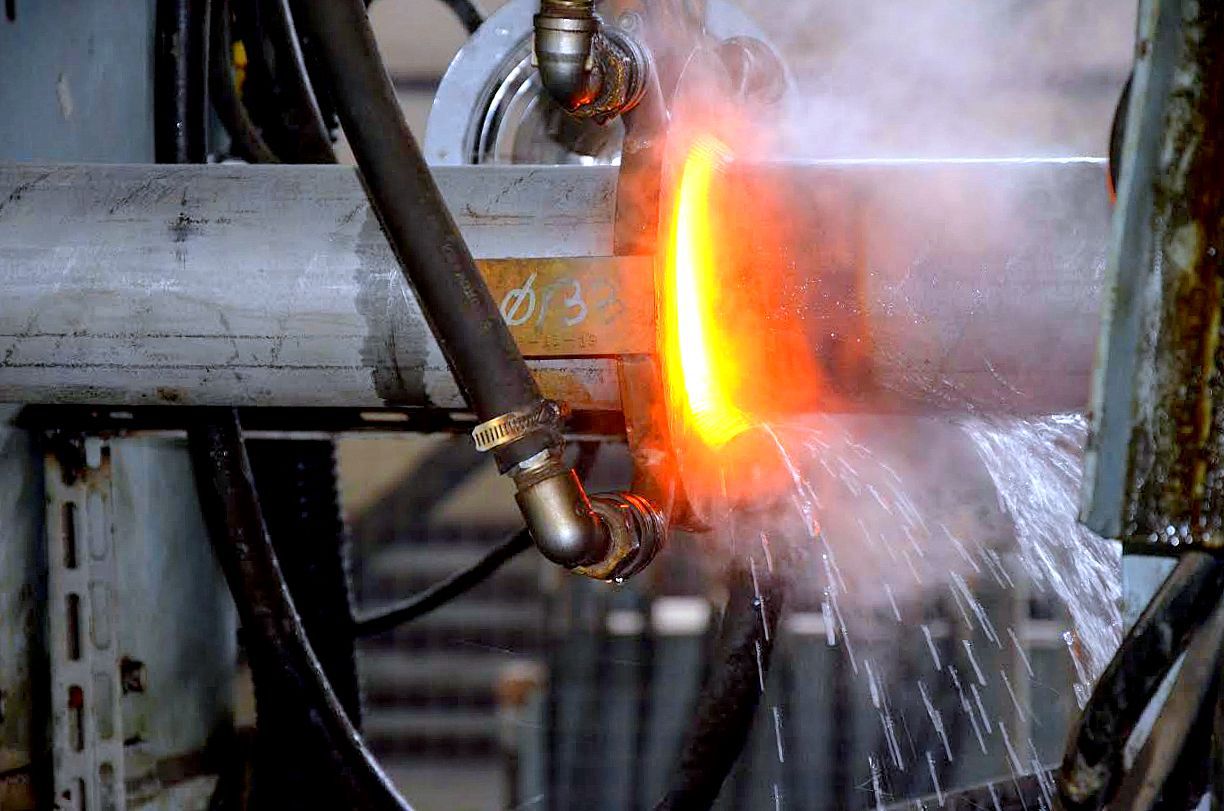
- Трубогибы с нагревом ТВЧ (Япония, Россия);
- Станки применяемые для горячего формоизменения (с нагревом изгибаемой части токами высокой частоты) труб диаметром от 57 мм до 720 мм с максимальной толщиной стенки до 80 мм, минимальный радиус гиба1,3 наружного радиуса изгибаемой трубы, угол гибаот 90º до 180º;
- Трубогибочный станок – станок для холодной гибки труб диаметрами от 14 мм до 60 мм;
- Прессы гидравлический (Германия, Турция, Россия) усилием до 630 тонн – изготовление штампованных деталей опорно-подвесных конструкций, колен, переходов, отводов;
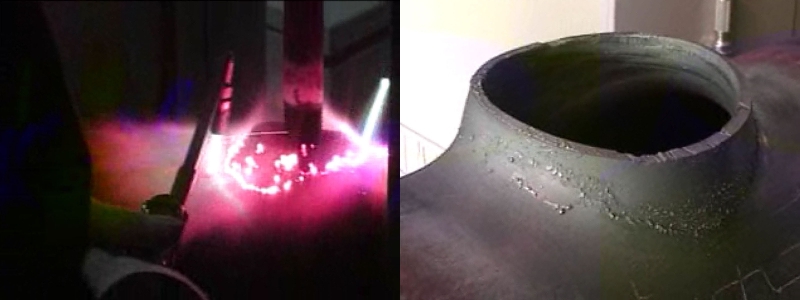
- Установка для вытяжки горловин (Япония) – данное оборудование обеспечивает возможность вытяжки Т-образных горловин в трубах (тройники с вытянутыми горловинами, трубные ответвления вытянутыми горловинами и т.п.) диаметром от 133 мм до 820 мм с толщиной стенки до 85 мм.
Cтандарты организации и технические условия на изготовление, разработанные ООО «Трубы 2000»
СТО 311312.001. 2000-2009
СТО 311310.002. 2000-2009
СТО 311310.003. 2000-2009
СТО 311310.004. 2000-2009
СТО 311310.005. 2000-2009
СТО 311310.008.2000-2011
СТО 311310.009.2000-2011
СТО 311310.010.2000-2011
СТО 311310.011.2000-2011
СТО 693700.014.2000-2013
СТО 693700.015.2000-2013
СТО 693700.016.2000-2013
ТУ311312.001.2000-2009
ТУ311312.003.2000-2009
ТУ311312.004.2000-2009
ТУ311312.005.2000-2009
ТУ311312.007.2000-2009
Изготовление горловин на трубах методом горячего формоизменения (вытяжка) для АЭС.
Изготовление элементов трубопроводов из углеродистой стали Dy 10-400 мм с рабочим давлением Р раб.<2,16 МПа (22 кгс/cм2) для АЭС.
Изготовление элементов трубопроводов из нержавеющей стали Dy 10-300 мм с рабочим давлением Р раб.<2,16 МПа (22 кгс/cм2) для АЭС.
Изготовление элементов трубопроводов из углеродистой стали Dy > 400 мм с рабочим давлением Р раб. <2,16 МПа (22 кгс/cм2) для АЭС.
Изготовление элементов трубопроводов из нержавеющей стали Dy ≥ 350 мм с рабочим давлением Р раб.<2,16 МПа (22 кгс/cм2) для АЭС.
Отводы крутоизогнутые из коррозионностойкой стали для трубопроводов АЭУ и ТЭС с параметрами среды Рраб≤2,2 МПа (22 кгс/см2) Т≤ 300°С.
Отводы крутоизогнутые из коррозионностойкой стали для трубопроводов АЭУ и ТЭС с параметрами среды Рраб≥2,2 МПа (по типу ост 24.125.06-89).
Тройники переходные с вытянутыми горловинами для Трубопроводов АЭС и ТЭС с параметрами Рраб≤2,2 мпа, т≤300°С.Конструкция и размеры.
Тройники равнопроходные с вытянутыми горловинами для трубопроводов АЭС и ТЭС с параметрами среды Рраб≤2,2 мпа, т≤300°С. Конструкция и размеры.
Отводы (колена) изготовленные методом индукционной гибки для трубопроводов Dу от 50 до 800 мм.
Отводы (колена) изготовленные методом индукционной гибки для трубопроводов Dу от 50 до 800 мм из сталей аустенитного класса.
Тройники равнопроходные с вытянутыми для трубопроводов АЭС и ТЭС с параметрами среды Рраб. ≤2,2 МПа, Траб.≤300. Конструкция и размеры.
Изготовление горловин на трубах методом горячего формоизменения (вытяжка) для АЭС.
Изготовление элементов трубопроводов из нержавеющей стали Ду10-300 мм с рабочим давлением Рраб. <2,16 МПа (22 кгс/см2) для АЭС.
Изготовление элементов трубопроводов из углеродистой стали Ду>400 мм с рабочим давлением Рраб. <2,16 МПа (22 кгс/см2) для АЭС.
Изготовление элементов трубопроводов из углеродистой стали Ду10-400 мм с рабочим давлением Рраб. ≥2.5 МПа (25 кгс/см2) для АЭС.
Изготовление элементов трубопроводов из углеродистой и нержавеющей стали с рабочим давлением Рраб.≤2.5 МПа (25 кгс/см2) для технологических трубопроводов.
Обработка видео...

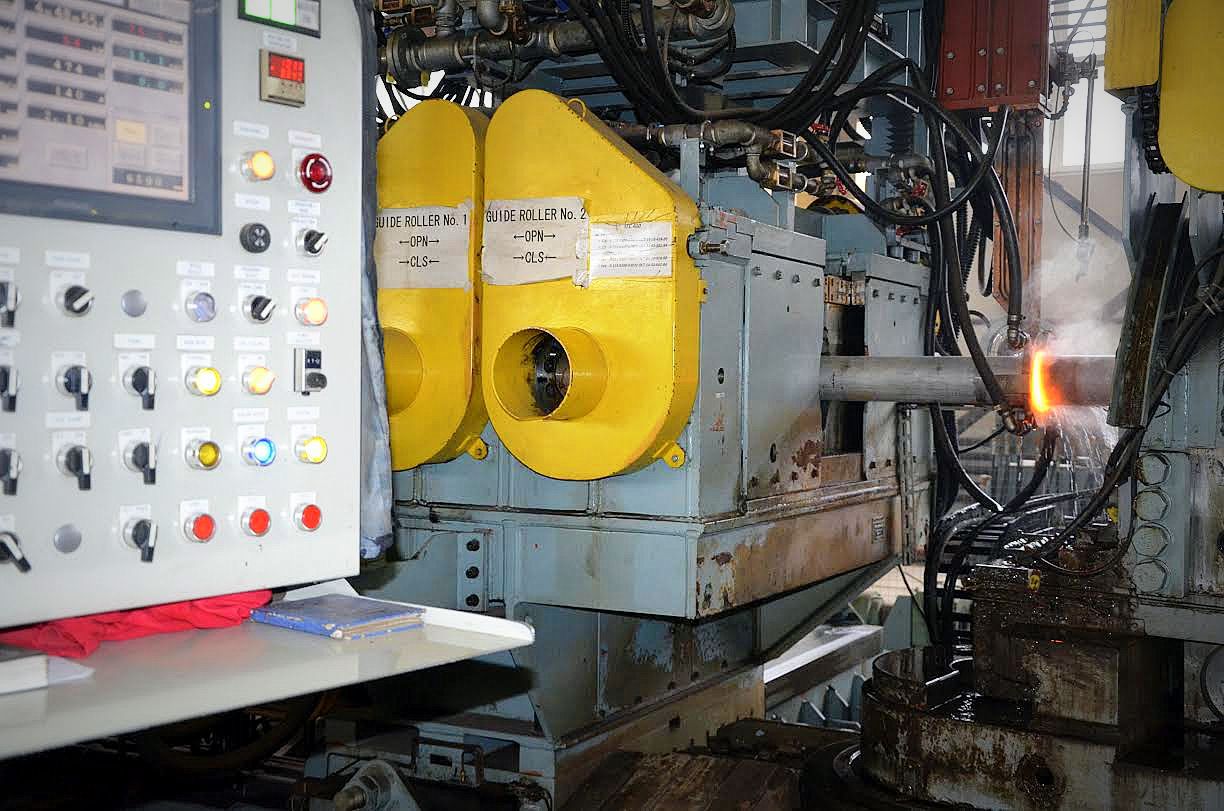
Индукционная гибка трубы





